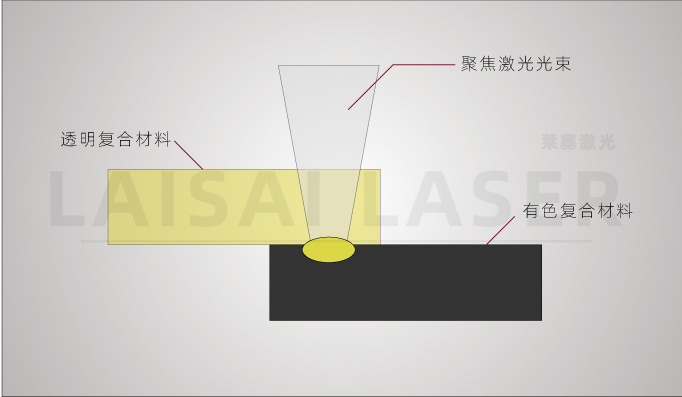
激光焊接原理
塑料激光焊接是将两个待焊接的塑料零件与外部压力组合在一起,然后将一束短波段的红外激光定向投射到待焊接区域,实现塑料激光焊接。激光束通过上层透光材料,然后下层材料吸收短波段的红外激光,激光吸收后,实现光能转化热能。由于上下两层材料通过外部压力粘合在一起,两层材料熔化并结合在一起。同时,由于材料本身的热膨胀和扩张产生内部应力,内部应力和外部压力共同作用,确保两种材料的粘合面充分粘合、熔化和凝固,从而实现塑料激光焊接过程。对于产品材料本身不吸收短波段的红外,我公司提供长波段2微米塑料激光焊接或涂覆激光添加剂,从而实现塑料激光焊接过程。

焊接方式
1、轮廓焊:激光焊接头沿吸光层(透光层)的焊筋位移动,使其熔化,使透光层与吸光层逐渐熔化;或对于圆套等产品,激光沿被夹层沿固定激光束移动,以达到焊接的目的。
2、准同步焊接:激光焊接头不移动,通过沿焊筋快速移动一束激光光束来实现焊接,其焊接轨迹是通过PC端对矢量文件进行处理,激光束沿矢量文件所示的图形轨迹即产品的焊筋高速移动来实现焊接。
3、掩模焊接:该焊接方式多用于医疗产品,特别是微流控制等微流道结构的产品,该焊接方式与准同步焊接方式相似,最大的区别在于掩模,掩模可以比喻为具有水印的遮阳板,水印的地方光不能透过水印的地方光不能透过-掩模板上镀有反射激光的物质,激光反射不能透过产品上不需要焊接的地方,没有反射的物质的部分用激光实现焊接。
4、同步焊接:同步焊接类似于超声波焊接,但同步激光焊接没有振幅是焊接头不直接接触产品的非接触加工,同步焊接通过多个激光焊接头同时发射激光,激光在一定的整形后沿着焊接层的轮廓线引导,同时在焊接处产生热量,使整个轮廓线同时熔化粘接。

塑料激光焊接的优点
1、非接触性和灵活性。
2、焊接零件上的热应力最小化。
3、简单的焊接形状。
4、是无振动加工。
5、是理想焊缝。
6、精度高,强度高。
7、气密性好,水密性好;
8、与超声波和振动焊接相比,机械应力低,不损伤表面,无焊渣,工装成本低。
9、与热板和热空气焊接相比,热应力低,无焊渣,行刺少,生产周期短,设备和工装成本低。

塑料激光焊接的应用:
塑胶激光焊接技术是一种非常专业的粘接技术,当需要高速焊接和精密焊接或无菌条件焊接时,挥激光焊接的最佳优势。该技术曾受价格因素的制约,但随着设备价格的不断下降,在许多应用领域比超声波焊接和热板焊接更具竞争力。激光焊接技术的主要应用领域包括医疗、汽车、电子和包装。

 QQ客服
QQ客服